Torna Indietro

Preparazione alla saldatura per elettrofusione di tubi e/o raccordi in polietilene per tubazioni in pressione
Oggi parleremo della norma UNI 10521:2021 che tratta della
- “Saldatura di materie plastiche – Saldatura per elettrofusione – Saldatura di tubi e/o raccordi di polietilene per tubazioni in pressione”
e nello specifico parleremo del processo di preparazione alla saldatura per elettrofusione precisando che la norma succitata prescrive
- “Gli operatori addetti all’esecuzione delle saldature devono essere competenti in relazione al processo adottato e che la competenza può essere dimostrata mediante una specifica certificazione in conformità alla UNI EN 13067 o UNI 9737 ottenuta da Organismo operante secondo UNI CEI EN ISO/IEC 17024”.
Al di là delle operazioni preliminari come
- “pulizia delle superfici interne ed esterne per rimuovere tracce di polvere, terra, unto ed eventuali impurità. taglio, se necessario, dei tubi con appositi tagliatubi ecc.”,
una delle più importanti al fine dell’esecuzione di una elettrosaldatura corretta, è quella di
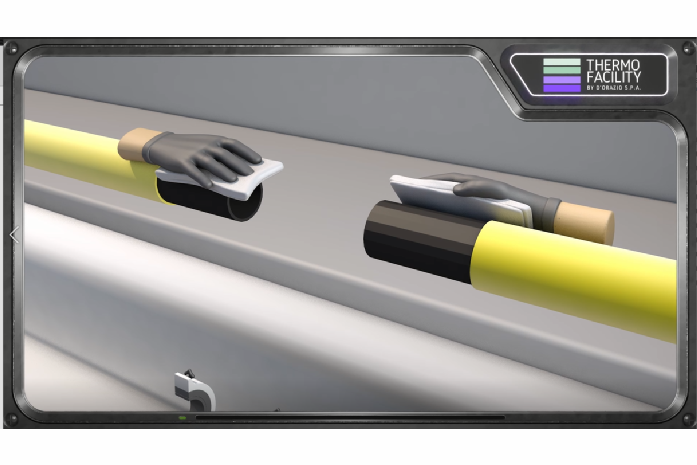
- “asportare per uno spessore di circa 0,2 mm l’ossidazione superficiale su tutta la superficie esterna da saldare in modo uniforme, unicamente con l’ausilio di raschiatori preferibilmente meccanici o in alternativa manuali, come nella foto a fianco riportata, precisando che la superficie raschiata si deve estendere ed essere visibile almeno per 10 mm oltre l’estremità del raccordo elettrosaldabile”.
Il segno color bianco indica l’inserimento del manicotto elettrosaldato e come si può notare, viene soddisfatta la prescrizione
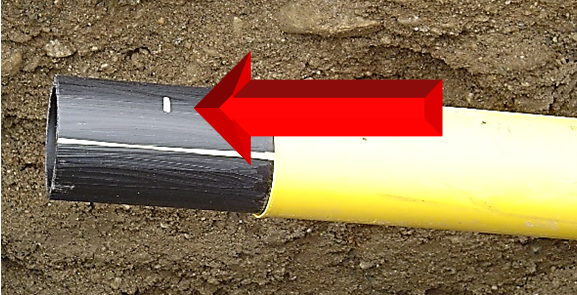
- “la superficie raschiata si deve estendere ed essere visibile almeno per 10 mm oltre l’estremità del raccordo elettrosaldabile”.
Successivamente all’operazione di raschiatura pulire le estremità raschiate della tubazione con un apposito panno monouso esente da filacci, o salviette specifiche imbevute con adeguato liquido detergente al fine di rimuovere tutte le eventuali impurità presenti sulla superficie che potrebbero compromettere l’esito della saldatura, come da fotografia a fianco riportata.

È necessario estrarre dalla confezione protettiva il raccordo elettrosaldabile solo ed esclusivamente prima del suo utilizzo e pulirne la superficie interna così come fatto per la superficie raschiata esterna della tubazione al fine di non compromettere l’esito della saldatura, soprattutto se le spire del raccordo sono scoperte
Occorre segnare su almeno un terzo della circonferenza delle estremità degli elementi raschiati la loro profondità d’inserimento nel raccordo.

Garantire la coassialità dei componenti da saldare eventualmente utilizzando specifici supporti come centratori o accoppiatori che dir si voglia come nella fotografia sotto riportata.

Infine, bloccare gli elementi da saldare dopo il loro accoppiamento per evitarne il movimento durante l’intero processo di saldatura come da fotografia a fianco riportata.